螺旋钢管-友发螺旋管厂家
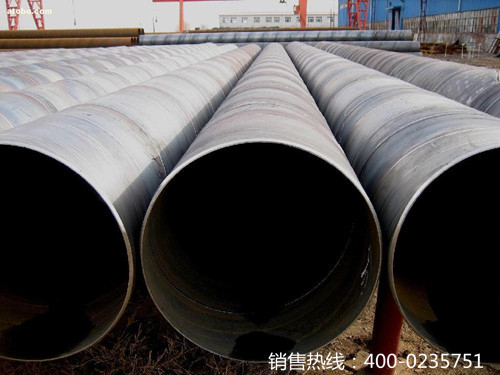
公司主要生产Ф219-3600mm壁厚6mm-40mm的双面埋弧焊螺旋管。
全国服务热线:0317-6352888
公司主要生产Ф219-3600mm壁厚6mm-40mm的双面埋弧焊螺旋管。
全国服务热线:0317-6352888
螺旋钢管的平角对流管東时,因管端较短,受热多采用遍层次。熔池外扩熔能力减弱管径端头时,因管径较薄又为立侧,加厚的熔敷液态金属会使管侧熔温迅速增加,为了控制熔池温度的增加,适于加厚的液态金属成形,多采用小电流进行,这样使角平面锅筒侧板难以熔,熔渣与液态金属难以分清,熔池成形缓慢。易产生熔穿现象如果采用较强的电弧吹扫,熔渣与液态金属滑动状清晰。但熔池堆敷厚度增加时,管端温度增加趋势过,管侧面熔合线过深,易产生熔穿现象。如做电弧前移吹扫时,管内径有明弧穿过时应停止电弧前移,敲掉及穿透点熔渣,再采用断弧点焊方法。管束平角焊运条方法对流管束平角焊,可采用个蹲位点和两个蹲位点两种起焊的方法,所示。两个蹲位点为操作者顺着锅筒纵向方向,从左侧°点引弧,止弧位置为右侧°点。此侧完成,再以°收弧点作为引弧点,引弧点作为收弧点。个蹲位点的引弧点在°点或°点,而且引弧点也是收弧点。个蹲位点的多为反向运条,两个蹲位点的为正向运条。
平角焊操作技巧焊条电弧焊平角焊操作技巧示例:底平侧板厚,立板侧厚度,选择焊条,焊条直径为,电流调节范围打底层的电弧引燃先从焊脚底侧平面开始,使熔池形成外扩宽度。再将电弧于熔池前端呈弧形带弧走线,向立板侧做进弧动作使立板侧熔池厚度增加。然做电弧的下带动作至底侧平面,根据熔池的宽度成形做电弧的前移,根据底侧板面的熔池前端呈弧形做电弧上提动作。依次循环。上推电弧的位置电弧推进,熔池外扩加,熔池与立板侧母材熔合线加深,难以控制。产生原因是电流过,熔池温度过高,螺旋钢管的进弧的方法不正确。防止措施:适当下调电流,做立侧板进弧动作时,焊条未燃端与立侧板面间留有定的走弧间隙,如进弧高度底側板熔池外扩,上侧板的熔池外扩高度应小于底侧平面的焊缝宽度,再用液态熔池上浮力使熔池适当上浮熔池外扩能力电弧前移时,熔渣随其电弧的移动含在熔池中。做电弧的上移动作时,平側板面的熔池前移线被熔渣封堵,熔池外扩能力减弱。产生原因是电流过小,熔池温度过低。